


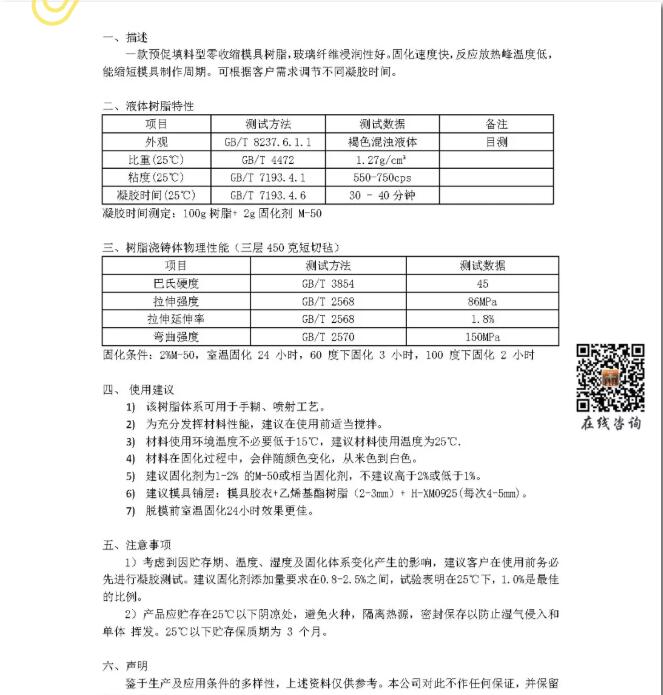
01零收缩模具树脂
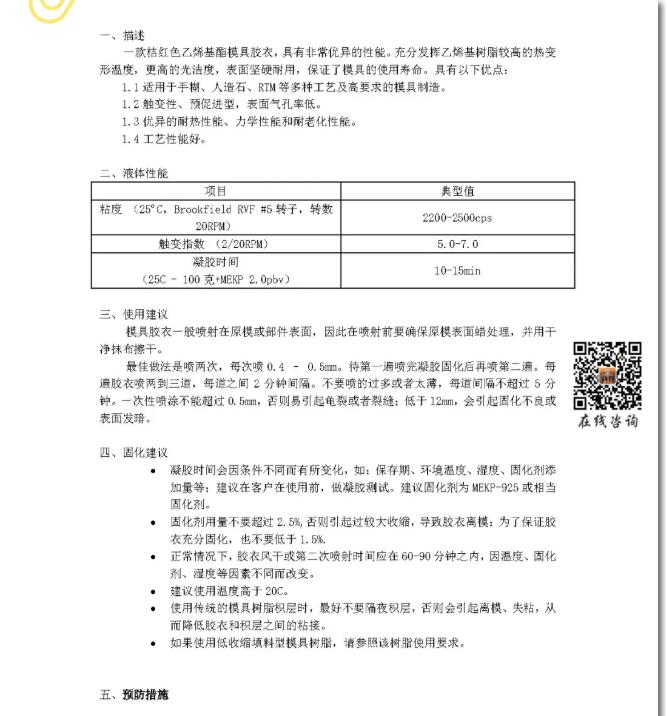
02乙烯基酯树脂模具胶衣
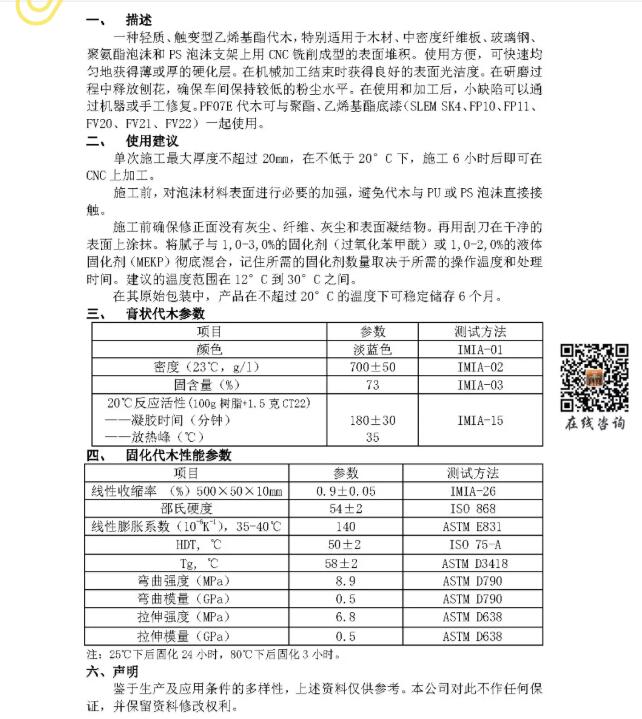
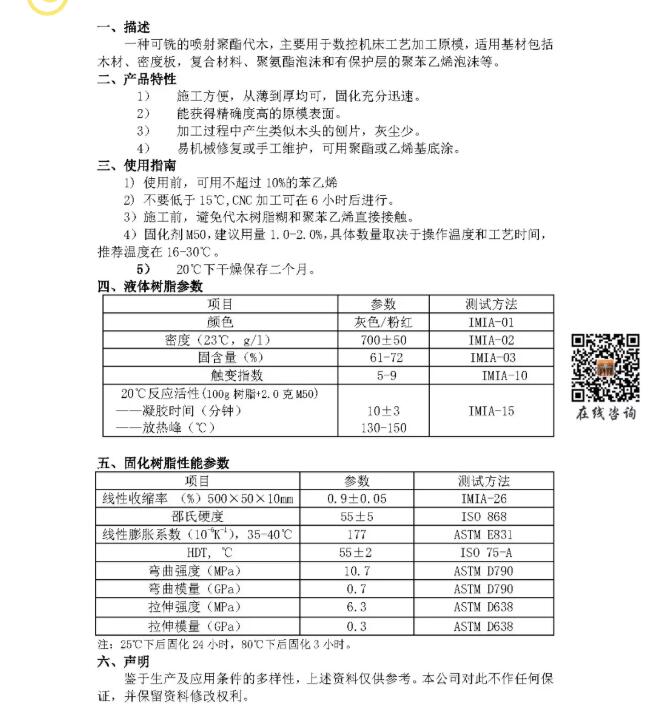
03轻质、挤出型聚酯代木
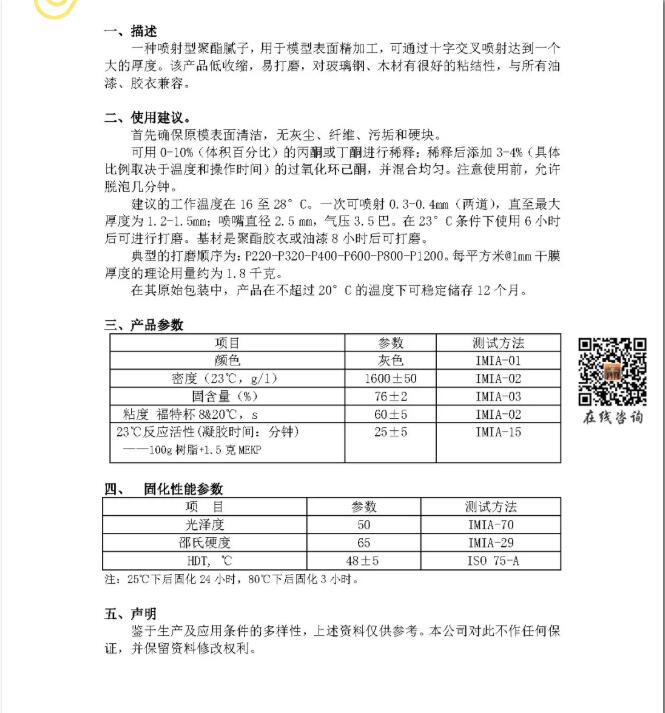
04易打磨胶衣
05聚酯代木

任何客户都希望能够获得一个无瑕疵、高光泽、耐用性的模具,为了充分发挥这些优点,
在使用时,必须要有严格的质量控制以及正确的使用方法,下面对如何正确使用模具胶衣提
出一些建议。
不要使用清漆作为原模的密封层或者涂层,否则胶衣中的苯乙烯会溶解打完蜡的表面,导致部分区域胶衣剥离。
正确的喷射方法能消除胶衣中气孔,使用方法不对,任何雾化装备、空气辅助设备、固化剂注入设备都会产生气孔。
搅拌时间不要太长。过分搅拌会降低粘度,增加流挂可能和苯乙烯损失,导致多孔发生。材料根据需要每天搅拌不得超过10 分钟,下列情况需搅拌:沉淀或者过稠用泵吸比较困难。胶衣搅拌时容器边缘部分要防止震荡,气泡不适合搅拌,容器里有水或其他污物,不能使用。
始终保持胶衣容器密封,否则会导致苯乙烯挥发。
每遍胶衣必须固化,每道间隔不得超过5 分钟。太薄的胶衣固化后会导致布纹印出,影响后续的打磨抛光。
不要用丙酮、挥发性稀释剂、油漆来稀释模具胶衣。
固化剂必须充分混合,否则会导致固化不完全、离模,布纹痕迹等。
过量加固化剂会软化模具胶衣。
布纹痕迹和失真取决于胶衣厚度,厚的胶衣层能有效降低布纹印出和降低失真现象,但湿厚不要超过1mm。
喷射前彻底雾化,喷射压力低会在胶衣层中夹杂气泡。为了检查雾化气孔,先在玻璃或模具表面喷一层0.5mm 厚的胶衣,积层、脱模、打磨、除污,检查气泡。这种方法应在原模表面喷射模具胶衣前进行。
在喷射模具胶衣结束时,低速,甚至敲击、触发喷枪,以防止部分区域交迭。
不要使用PVA 作为脱模剂。
安装油水分离器,除去软布、铁锈,油、水等。
确保足够的胶衣操作时间,以清晰装备中剩余的胶衣。
在打磨、抛光过程中,模具胶衣会产生某种颜色,这是由于色浆的作用,不是固化不良产生的。
除了固化剂,不要添加其他任何东西。
